























射出成形は、特に複雑な形状のプラスチック部品を製造するための最も一般的な方法です。射出成形はまた、連続繊維強化インサートを統合することによって、「ハイブリッド熱可塑性プラスチック複合材」部品を製造するために利用することができます。このプロセスはしばしば複合コンポジット・オーバーモールディングと呼ばれます。TAFNEX™ UDテープは、重要な位置で局所的な補強として使用することができ、全体的な肉厚を減らし、それによって材料消費量を減らすことができます。さらに、TAFNEX™構造用シートまたはサンドイッチパネルを補強用インサートとして使用することで、高性能の複合部品を製造することができます。これらのシートやパネルはあらかじめ、あるいは金型内で成形され、機能化は射出されたポリプロピレン(PP)材料、例えばTAFNEX™コンパウンドを通して付加されます。投資コストが高いため、射出成形は主に大量生産に使用されます。
補強インサートを組み込むことで、射出成形部品の材料使用量と全体の重量の両方を削減することができます。
スプルー除去を除けば、射出成形部品は一般に、ほとんど、あるいは全く追加の後処理を必要としません。
コンポジット・オーバーモールディングは、機能的要素が統合された複雑で高性能な部品の製造を可能にします。この技術により、複数の個別部品を1つの部品に統合することができ、組み立ての手間を大幅に削減することができます。
複合材オーバーモールドは、追加工程を並列化することで、通常の射出成形に匹敵するサイクルタイムを達成することができます。サイクルタイムは、部品のサイズにもよりますが、通常1~2分です。
完全な複合材オーバーモールド生産ラインは、ロボットとベルトコンベアによって自動化され、射出前の補強インサートの取り扱いから、スプルー除去を含む後処理作業までを管理することができます。
工程は使用されるTAFNEX™インサートの種類とインサートを成形する必要があるかどうかによって異なります。TAFNEX™ UDテープを使用する工程は、通常の射出成形によく似ていますが、シートまたはテーラードブランクのインサートを使用する場合は、金型内でインサートを成形するために追加の周辺機械が必要になります。詳しくは以下をご覧ください。
このオーバーモールディングプロセスは、インサートが融点以上に加熱されずに成形できるほど柔軟である場合、またはインサートをまったく成形する必要がない場合に採用できます。TAFNEX™ UDテープは、成形半径/曲率にもよりますが、2層または3層まで十分に柔軟です。
1. インサートを開いた金型に配置する
2. 金型を閉じる
3. 射出/オーバーモールド
4. 金型を開く
5. 脱型
このオーバーモールディングプロセスは、インサートを所望の形状に成形するために融点以上に加熱する必要がある場合に使用されます。これは、すべてのTAFNEX™シートと、成形半径/曲率に応じて2層または3層以上のテーラードブランクに適用されます。
1. インサートを融点以上に加熱する
2. インサートを開いた金型に配置する。
3. 金型を閉じて成形する。
4. 圧密+射出/オーバーモールド
5. 型開き
6. 脱型

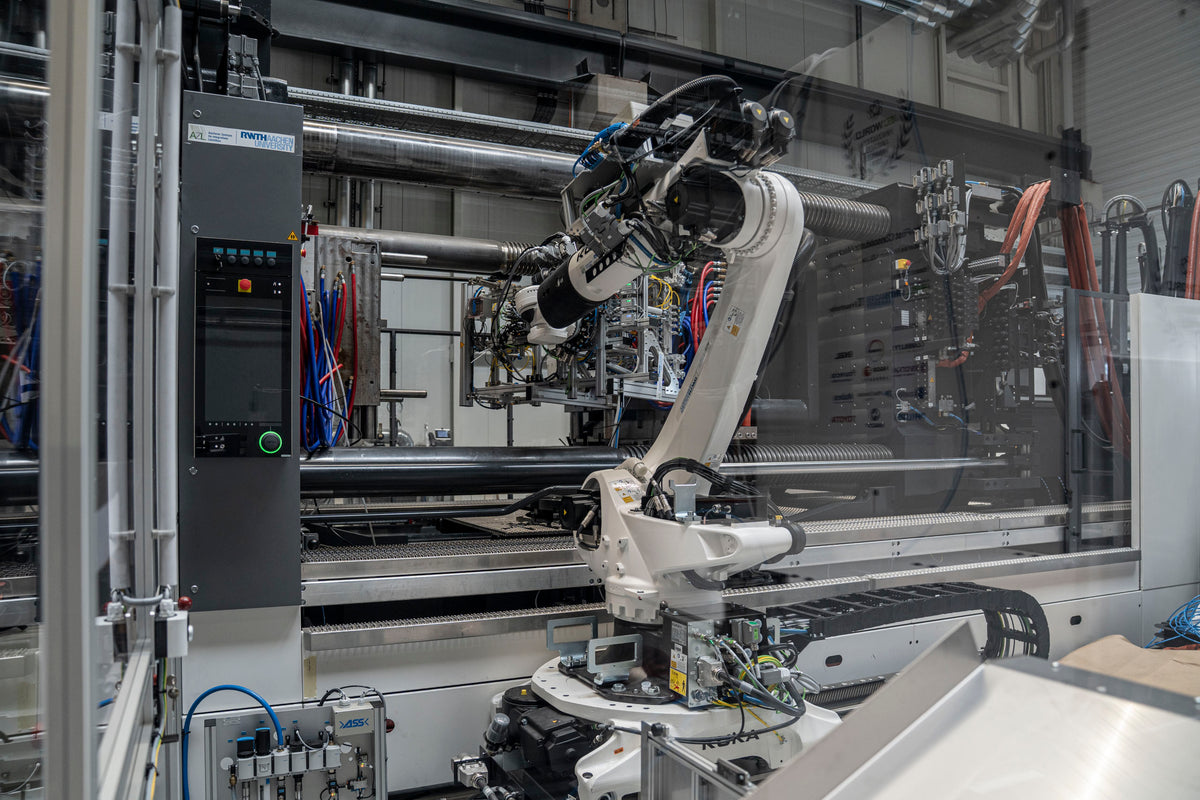
TAFNEX™チューブは標準的な射出成形機で、先に述べた複合オーバーモールディング技術を用いて機能化することができます。しかし、新しい技術を利用する選択肢もあります: ロボット化射出成形です。ANYBRID GmbHのこの移動式射出成形機は、テープ巻き工程の直後にTAFNEX™チューブの機能化を可能にします。特定の用途に応じて、ロボットアームまたはガントリー・システムが採用されます。現在、WI-IN研究プロジェクトの一環として、この技術の産業利用へのさらなる探求が進められている。

この射出成形されたフロント・トランク(フランク)には、局所的な補強材として数本のスリット・テープが使用されている。これらのテープストリップは局所的に加熱され、機械に運ばれる間にあらかじめ成形される。このデモンストレーターは、RWTHアーヘン大学のアーヘン統合軽量化生産センター(AZL)のT3-Hub研究プロジェクトにおいて、BBP Kunststoffwerkおよびポルシェ・エンジニアリングの協力を得て開発された。

薄いTAFNEX™構造シートをPP-GFコンパウンドでオーバーモールドし、組み立て作業を簡素化する機能を組み込んだドローン・フレームを作りました。

TAFNEX™コンパウンドを射出成形することで、ドローンのブレードを大量生産することが可能になり、前縁のセレーションなどの特殊機能を組み込んで騒音を低減することができる。

厚いTAFNEX™構造用シートをPP-GFコンパウンド材料でオーバーモールドすることで、機能性を内蔵したフロントバンパービームが生まれ、組み立て作業全体の効率化を実現します。

ARRK VSのこの射出成型「VISIONリアランプ」デモンストレーターには、半透明チップ(ルミナスカーボン)付きTAFNEX™デザインシートが組み込まれています。この統合により、バックイルミネーションが可能になり、優雅な輝きで視覚的な魅力を高めています。